
This article is part of a series on manufacturing practices that should be seen as red flags; practices that stink so bad that something must have gone seriously wrong. One such stench is the practice of resequencing: it’s costly, disruptive and completely unnecessary.
To Resequence Or Not To Resequence? That Is The Question!
– Knock knock.
– Neutrino!
– Who’s there?
Jokes aside, when elements arrive in the wrong sequence, it can lead to problems—particularly when these “elements” are jobs in a production process. So, how should we deal with sequence issues? Resequence jobs into a better sequence? Ensure that jobs don’t get out of sequence in the first place? Or should we just accommodate disruption to the sequence of jobs?
Many years ago, I presented at a simulation symposium with a strong automotive track. Two other presentations in the same track struck a chord with me, as, given back-to-back, they highlighted a fundamental difference in the way that American and Japanese auto companies make cars—a difference that persists to this day.
First up was one of the Big Three US automakers—let’s call them Big Cars (I don’t want to embarrass any particular company, so I’ve changed their name), who presented a case study dealing with the simulation of a resequence store and its operating rules at one of their plants. This was followed by a presentation from a US-based Japanese manufacturer—let’s call them Nice Cars—on a simulation study of one of their paint shops. The contrast between the two simulation studies, the complexity of the modeled facilities, and the manufacturing strategies that they represented, was astounding!
Big Cars: Rampant Resequencing
The Big Cars presentation was thorough and professional. It outlined their approach to using simulation to design vehicle resequencing systems, and employed a case study of a resequence store between a paint shop and general assembly at one of their plants.

Resequence Store
The problem being addressed was one of vehicle sequencing.
A combination of a lack of build sequence integrity, line constraints in general assembly and dependencies upon major components (such as chassis, engine, etc.) meant that vehicles exiting the paint shop couldn’t simply be fed straight to the assembly line.
I’ll address the lack of build sequence integrity shortly.
Line constraints result when the resources on a line are optimized to a particular product mix during line balancing; they seek to prevent a sequence of high work content vehicles from overwhelming assembly line resources. For example, let’s say that roughly one in every five vehicles (20%) will require a satellite navigation unit, which consequently requires assembly line workers to spend time fitting such devices to the vehicles that need them. If the line has sufficient resources for every vehicle to be so equipped, then there will be no line constraints for that component and any build sequence could be accommodated. However, those resources would be underutilized if only 20% of vehicles make use of them. Consequently, it’s common for manufacturers to limit the associated resources, so that, say, they have capacity to support only one in four vehicles (25%). This places a line constraint on the build sequence: now, the line can support as many as one vehicle in every four to be fitted with sat-nav, but if such vehicles are more frequent, then there simply wouldn’t be sufficient time to equip them.
Furthermore, no vehicle can be launched to assembly unless there is a guarantee that all essential, major components, such as the required engine, are available.
So, the purpose of the resequence store was to take the sequence of vehicles output by the paint shop and to shuffle them into a sequence that the assembly line could accommodate, while also holding back vehicles that do not have guaranteed major components.
Not surprisingly, the control rules and algorithms required to operate such a store effectively are extremely complex. The simulation was used to evaluate different algorithms and to identify those that performed the best. Algorithms that resulted in no line constraint breakage might then permit more aggressive line balance optimizations, resulting in stiffer line constraints, to be implemented.
So, what rules and algorithms did the simulation study recommend? Well, the presenters couldn’t tell us—Big Cars wouldn’t allow them to. You see, the selected algorithms were viewed as proprietary, corporate secrets and Big Cars didn’t want to hand their competitors an opportunity to catch up by disclosing them.
Nice Cars: Reconstructing The Original Sequence
The Nice Cars presentation, which was every bit as thorough and professional as that of Big Cars, also addressed vehicle sequencing, but from a completely different perspective.
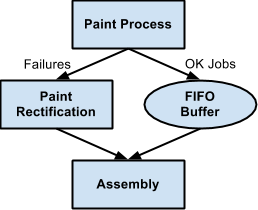
Paint Shop Rectification
Their engineers wanted to find cost-effective ways to ensure that the sequence of jobs that came out of the paint shop was pretty much the same as the sequence that went in. Their paint shop could potentially disrupt the sequence because some jobs failed paint inspection and required rectification. So, Nice Cars wanted to delay OK jobs until the rectified jobs could catch up with them. Their simulation showed that a first-in, first-out (FIFO)buffer of jobs, of a size equal to the worst-case rectification time-in-system, would do the trick, resulting in an average of only 1 straggler—defined as a vehicle that missed its target batch—per day.
The vehicles exiting the paint shop were then sent directly to assembly, without requiring an expensive resequencing store, without needing any top secret, proprietary algorithms and without the complexity of the Big Cars approach.
How is this possible? I’ll explain that shortly…
Nice Cars‘s engineers must have chuckled at hearing that they might “catch-up” with Big Cars if only they knew the details of the latter’s resequence store algorithms.
And The Winner Is…?
So, which of these two approaches is better? The Big Cars resequencing of jobs or Nice Cars’s of maintaining job sequence?
My personal experience allows me to answer this question with some authority. Starting when I was employed at Rover Group, and many times since, I’ve undertaken many simulation studies of the type Big Cars presented—to the extent that I could make an educated guess as to what their proprietary algorithms actually looked like. However, Rover also had a close working relationship with Nice Cars (I hope that doesn’t give the game away!) and so I am very familiar with the latter’s approach to car making too.
To weigh the merits of each approach, and to determine which is better, it is necessary to understand the entire vehicle manufacturing process, including the supply chain.
The Big Cars Approach
I’ll start by describing details of the manufacturing philosophy at Big Cars and, lest anyone think I’m singling them out for harsh treatment, many other North American- & European-based automakers.
Vehicle Manufacturing Process
Let’s start with the major processes involved in the production of a vehicle: the body shop (also known as body-in-white), paint shop and general assembly (also known as final assembly, trim and final, etc.). For simplicity, I’ll ignore major internal processes such as stamping, engine assembly, etc. which can, in any case, be thought of as part of the supply chain. Here’s a typical overview of the process:
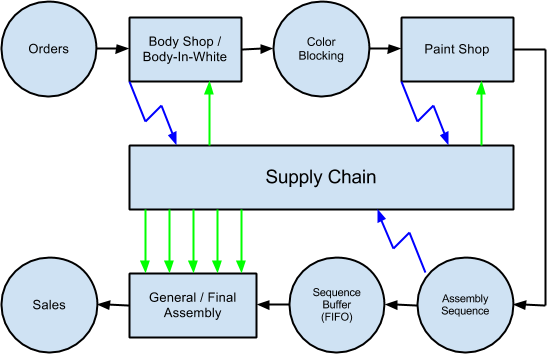
Overall Process
(The rectangles represent processes and the circles buffers or stores. The blue arrows represent sequence update broadcasts to internal and external suppliers, and the green arrows the supply of ordered parts to the manufacturing process.)
Note that the buffer named “Orders”—unlike the other buffers—isn’t physical: it exists in a database. Consequently, it costs almost nothing to store items there and its capacity is virtually limitless.
Competing, Independent Process Fiefdoms
A characteristic of Big Cars assembly plants, which is also shared by many other North American/European-based vehicle manufacturers, is that each process is operated as an independent fiefdom, and each is tasked with maximizing it’s own throughput. The assumption is that if each process optimizes its operations, then the process as a whole benefits. This assumption is so readily accepted as true that very few such car companies even consider that it might be wrong.
But is this assumption valid?
Well, rather than co-operating to achieve their goals, they actually compete with each other—at least, as far as vehicle sequence is concerned. For instance, each process has its own line constraints and will demand an input sequence that satisfies those constraints, but without any regard for the line constraints of the other processes—that’s simply not their problem.
So, the sequence of bodies taken from the order buffer reflects only the body shop’s line constraints (for example, sun/moon/solid roofs, right/left hand drive, 2-/4-/5-door, hatchback/saloon/estate, etc.); the line constraints for the paint shop and general assembly are not considered.
By contrast, the paint shop will typically want to build large batches of vehicles all the same color, in order to minimize solvent emissions and quality issues that can result from changing the paint in each gun whenever a vehicle has a different color to its predecessor. Unfortunately, more often than not, the sequence of vehicles leaving the body shop has effectively random body colors that would result in a mean color batch size close to 1—requiring a color change after just about every vehicle. In order to rectify this, the paint shop will resequence the body shop’s output, by employing a large body store, to create larger color batches for entry to the paint shop. In some cases, there are even further attempts to resequence vehicles into color batches immediately prior to the topcoat booth, inside the paint shop. The algorithms and control rules for these resequence stores are nontrivial.
Only now do we come to that point in the process where the Big Cars simulation study started: the paint shop is only concerned with body color, so the sequence of departing jobs does a very poor job of satisfying the line constraints of general assembly—yet general assembly typically has far more line constraints than the other two processes combined—hence the need for a further, large resequence store utilizing complex control rules and algorithms.
Frequent Sequence Disruption
But that’s not the whole story. Each of these processes makes very little effort to maintain its input sequence, particularly once the stations to which the line constraints apply have been reached. Consequently, the sequence of jobs is subject to frequent disruption.
In the body shop, the disruption is caused by rectification to vehicles that have failed inspection, and by vehicle auditing processes. In the paint shop, disruption is caused by paint rectification and by further auditing processes. General assembly typically has the least impact upon vehicle sequence, with disruption only occurring after the assembly processes.
But the design of the facilities themselves also encourages sequence disruption. Whenever subprocesses, such as primer or topcoat in the paint shop, are parallelized to accommodate the required throughput, breakdowns to an individual line can throw vehicles out of sequence also. A specific issue for the paint-shop is non-FIFO strip bank operations—strip banks being essential stores that allow booths and ovens to continue running during scheduled production breaks as well as unplanned stoppages—that can seriously scramble the build sequence. (Big Cars seems to prefer strip banks that, from a sequence integrity viewpoint, are among the worst I have ever encountered.)
Also, as we shall see, interactions with the supply of major components can also lead to sequence disruption as vehicles are held back until supply of a matching component can be guaranteed.
Impact Upon The Supply Chain
So, these car plants disrupt sequence a lot. Why is that such a big deal?
Well, imagine that you’re supplying parts to such a process. If you need to supply the exact same part to every vehicle, regardless of its specification, then you have no problem: you simply supply a stream of those parts to the associated process upon demand. If each vehicle requires a specific variant of a part, but the variants are few and the parts simple enough that they can be finished and delivered to the line in an hour or so, then simple Kanban processes can ensure that you deliver the right part just-in-time every time.
But what if the parts you’re supplying are not simple, or if there are many variants, or if they cannot be finished in a couple of hours. What if it takes, say, four or five hours, or even longer, to finish and deliver the right part?
In these cases, you ideally want advance notice of the sequence of vehicles that are being built. But that’s OK, because you receive a broadcast when an order is assigned to a job and sent into the body shop. Right? Well, not really. By the time the vehicle reaches general assembly, where your parts are to be fitted, the original sequence of vehicles has been cast to the four winds.
This is a huge problem! Delivering parts just-in-time for a vehicle that could show up at any time is challenging, to say the least.
To illustrate how big an issue this is, consider this story: when I was at Rover Group, there was once an initiative to build vehicles to customer demand and deliver them to the customer within two weeks of the order being placed with a dealer. It was called Just-In-Time/Distribution Efficiency or JIT/DE. (I liked the thinking behind JIT/DE, but it was a naïve initiative that was doomed from the start—one day I may blog some more about why that was.)
In order to work, JIT/DE required that vehicles be built in a fixed sequence, and that that sequence was to be maintained throughout the entire vehicle assembly process (the idea must have originated with an executive who had been working with Nice Cars, for reasons that should become clear shortly). I was part of a team assigned to determine how well the company’s Land Rover site (which, at the time, manufactured the Range Rover, Land Rover Defender and Land Rover Discovery) could cope. The requirement was that 99% of vehicles were to roll off the assembly line in the expected slot in the build sequence. The reality, I discovered, was that only 24% of Discoverys—the highest volume Land Rover product—were built on the right day!
In fact, there was so much resequencing taking place that we had some 5,000 unfinished vehicles filling up the employee car parks on the site awaiting parts from suppliers that hadn’t made it to the line in time. Our suppliers didn’t know what to deliver next! To make matters worse, when the parts did show up, they had trouble locating the matching vehicle!
The Land Rover site was a typical example—although, with its highly customizable products, possibly a rather extreme example—of this approach to manufacturing.
So, how do suppliers address this problem? Often, the only practical way is to have large buffers of parts, with sufficient safety stock of every single variant available, so that parts can be supplied to site when the vehicle is resequenced for general assembly. (Indeed, one concession that the vehicle assembler makes to the supplier is the fixed sequence buffer, with typically 1-2 hours of vehicles, between the assembly resequence store and general assembly. It is intended to give the supplier time to deliver the part to the line just-in-time.)
The site sends out broadcasts each time the vehicles are resequenced, but since the sequence is not subsequently maintained (except prior to general assembly), such broadcasts are virtually useless.
Major Component Interference
But what if you’re supplying a major component to the line, such as an engine/gearbox assembly, axle/chassis assembly, etc.? Depending upon the model, there can be a lot of different variants of these parts. If the right variant can’t be guaranteed to be available, then the vehicle can’t be launched to general assembly, as these parts are critical to the assembly process.
Whoops! Now we have an altogether more serious issue: if the vehicle sequence disruption is so great that the major component supply chain is disrupted, then the major component disruption will cause further disruption to the vehicle sequence, and we enter a death spiral in which the primary manufacturing process and major component supply chains interfere with each other endlessly. Again, the only way to resolve this—without changing the overall philosophy—is to keep large safety stocks of major components available so that all conditions can be satisfied.
While it’s true that significant strides have been made with late configuration of major components to reduce the impact of this issue, the fact that it is required at all is of concern.
The Nice Cars Approach
So, is there a better way of making vehicles? I believe so, and Nice Cars’s approach is particularly interesting.
Vehicle Manufacturing Process
Incidentally, it should be pointed out that the various Japanese car companies all do things differently. However, what they all share is the view that it is the process as a whole that should be optimized, not individual sub-processes. For example, Taiichi Ohno, the architect of the Toyota Production System, is at pains to point out that “Efficiency must be improved at each step and, at the same time, for the plant as a whole”. One consequence of this, for Nice Cars, is that significant disruption to the build sequence is not permitted once that sequence has been defined. In turn, this requires the different processes to work together and cooperate on build sequence integrity.
By maintaining a build sequence that works for all processes, there is no need for resequence stores, which greatly simplifies the overall process:
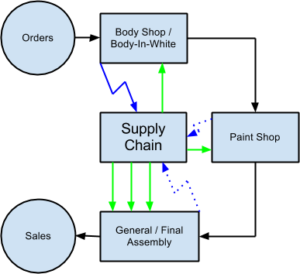
Overall Process
The cost of this simplification is greater attention to sequence integrity within each process. As a result, rectification, strip-banks, auditing, etc. either do not generally lead to sequence disruption, or they are delayed until the vehicle has been otherwise finished. For example, at some Nice Cars plants, minor paint rectification is performed on finished vehicles after general assembly, rather than in the paint shop.
A Harmonized Whole
How is it possible to create a build sequence that requires no resequencing from start to finish, yet meets the line constraints of each process? There are two approaches, and Nice Cars makes use of both.
The first involves adding resources to processes to take out or relax constraints that are more trouble than they’re worth. Put another way, if a line constraint costs more to satisfy than the cost of the extra resources required to relax or remove it, then additional resources are added. For a specific process, this may be locally suboptimal, yet it permits the whole system to function better and at a lower overall cost.
The added resources are not necessarily underutilized either. By allocating supergangs—teams of assembly workers that are skilled at many different assembly tasks—to follow batches of high-work content vehicles, it is possible to accommodate such batches without exceeding available resource capacity on the line and without carrying excessive additional resources either.
The second approach is to create a build sequence that satisfies all of the remaining line constraints simultaneously. The resulting build sequence satisfies the line constraints of the body shop, paint shop and general assembly all at the same time.
In fact, Nice Cars construct their build sequence from fixed-size batches, or lots, of identical vehicles, all having the same model, type, options and color—which they term MTOC batching.
Simplified Supply Chain
The impact upon the supply chain is negligible and greatly facilitates just-in-time delivery. Nice Cars are able to broadcast the planned build sequence to their suppliers once that sequence has been defined and the suppliers have confidence that the sequence will be fulfilled. The small number of straggler jobs are easily accommodated.
No Major Component Interference
Unlike the Big Cars approach, the build sequence for major components is known when the vehicle build sequence is defined, which virtually guarantees that each major component will show up in time for the vehicle that requires it—there is no thrashing about between the various manufacturing processes.
Comparing The Two Approaches
It’s clear to me that Nice Cars’s approach is superior to that of Big Cars’s.
Big Cars need to invest in costly resequence stores, while Nice Cars does not. Not only that, but Nice Cars’s approach actually does a better job of meeting remaining line constraints than Big Cars’s. For example, while it depends upon the number of vehicle colors offered and their popularity, and the size of the resequence store, I’ve rarely seen a color blocking store achieve an average color batch size higher than around 4-5 jobs. By contrast, the minimum color batch size in Nice Cars’s system is the same as the batch size, which can be as high as 15-20.
Nice Cars’s process is simple, straightforward and predictable, whereas Big Cars‘s is complex, variable and unpredictable. In a Nice Cars plant, it takes a roughly fixed time to manufacture a vehicle, yet a Big Cars vehicle’s assembly time may vary from a few hours to a few weeks.
In terms of inventory, Nice Cars’s plant and supply chain is very lean—in stark contrast to Big Cars, who require large resequence buffers, while forcing their suppliers to hold excessive amounts of inventory so that they can, ahem, deliver just-in-time. (Resequence stores typically have capacities of between 400-700 jobs and perform optimally at around two-thirds of that capacity.)
Big Cars are able to perform far more aggressive line balancing than Nice Cars, yet, overall, it’s clear that Nice Cars’s facility, manufacturing and even parts costs, will be lower than Big Cars‘s.
The need for Big Cars to resequence vehicles throughout the process is a sure sign, to me, that the whole system is functioning in a suboptimal manner.
Transitioning Your Manufacturing Process
So, what would it take for a company like Big Cars to start making cars like Nice Cars?
Primarily, the focus has to switch from optimizing individual processes to optimizing the whole process. That means that the whole assembly process should be run as a fiefdom, rather than its component subprocesses. Local optimization is often viewed as easier to achieve than global optimization, but its results often don’t make sense at the big picture level.
Adopting a whole process optimization strategy may lead you down the road to a Nice Cars-style system, or it may take you towards something more akin to the Toyota Production System. There is more than one way to skin a cat after all. However, I doubt very much that it will lead you towards a Big Cars-style system.
Once you’ve determined your approach, it must be supported by the design of your manufacturing processes. For instance, if you shoot for maintaining sequence, but don’t address the operation of your job-shuffling paint shop strip-banks, then you’ll fall far short of your goals.
Sometimes a revolution is required, rather than merely evolution. Continuous improvement (a.k.a. kaizen) can take you only so far with your current process. That said, making incremental changes with a long-term strategy can still help you to realize your goals. But if you’re designing a completely new process, you have a great opportunity to revolutionize your manufacturing and profitability.
Unfortunately, it is very difficult to effect changes to an existing system, or to design a new plant, in such a way that you get the desired results without any undesired side-effects. The best way to evaluate these systems prior to implementing them is to simulate their operation beforehand. A simulation provides an objective, evidence-based platform for testing your designs, identifying problems, experimenting with potential solutions and improvements, and helps you find the best design in the time available. In short, the simulation gives you the experience of hindsight without the pain of implementing a poorly-performing, costly process.
Resequencing In Summary
In summary, it should be seen that resequencing:
- Is a symptom of local, rather than global, process optimization.
- Requires costly stores, increasing capital expenditure (CapEx) costs.
- Requires the development, evaluation and implementation of complex store control rules and algorithms, further increasing CapEx costs.
- Has worse performance at satisfying line constraints than systems that maintain sequence.
- Requires large quantities of in-process inventory to perform well, impacting cash flow negatively.
- Results in extreme variability in product manufacturing times.
- Makes manufacturing schedules less intuitive and predictable, potentially risking customer dissatisfaction in the case of late delivery.
- Creates difficulties for the supply chain, both internal and external, with potential for parts shortages that can only be resolved through additional inventory.
- Adds no value to the manufacturing process, while creating waste (a.k.a. muda) in the form of excess inventory, increased defects (due to parts shortages), unnecessary extra processing and excessive transportation, all of which drive up operating expenditure (OpEx).
- Cannot be eliminated overnight. It’s typically not possible to switch from a manufacturing process that requires re-sequencing to one that maintains sequence without significant revisions to the process.
Peter F Drucker once observed “There is nothing so useless as doing efficiently that which should not be done at all.” To my mind, optimizing the operation of a resequence store is a prime example.
The Experience of Hindsight
If you’re interested in revolutionizing, or merely improving, the performance of your processes, I can help. By employing sophisticated simulation models that reproduce the behavior of your processes exactly, by objectively analyzing your existing or proposed new processes, and by bringing my extensive experience to bear to improve them, I can assist you to significantly lower your costs and boost your throughput. Call me for a free initial consultation on +1 (313) 451-4001.
Mike Allen
President, Hindsight Consulting, Inc.
You must be logged in to post a comment.